最(zuì)新文(wén)章
開鬆(sōng)機首頁>>新聞中心>如何提高開鬆機開鬆效果
如何提高開鬆機(jī)開鬆效果
發(fā)布者:青島中瑞特(tè) 發布時間:2012/5/9 9:16:55
影響開鬆作用的因素相當複雜。下麵主要對開鬆機件的形式與速度加以討(tǎo)論。
1.開鬆機件的(de)形式
開鬆機件主要有(yǒu)角釘滾筒(tǒng)式、刀片式打手、 翼(yì)片式打手、梳針式打手、綜合式打手和滾筒式(梳針滾筒和(hé)鋸齒滾筒)等(děng)。
(1)角釘滾筒式。因(yīn)4 -9是一種造用於棉紡和毛紡的梯(tī)形開鬆機。該機有(yǒu)3 -6個表麵植有4 -6排角(jiǎo)釘的滾筒,滾筒呈30°-50°。的傾角排列,滾筒下部有(yǒu)塵格。筒滾上方裝(zhuāng)有(yǒu)導(dǎo)向板(bǎn)。滾筒速度由下而上漸次遞增。當原料由機器下方進料口進入第一滾筒(tǒng),即受到滾筒的自由打擊,被角釘打下的纖維塊(kuài)撞向塵格,並(bìng)在向上輸(shū)送過程中,受到塵榕的阻滯,在角釘(dìng)和塵榕的共同作用下,纖維塊得以開(kāi)鬆。開(kāi)鬆的纖(xiān)維塊(kuài)被同向回轉的第二滾筒剝取並再次受到自由打(dǎ)擊(jī)。纖維塊依次向上接受重複自由開鬆,最後被前方氣(qì)流吸走。
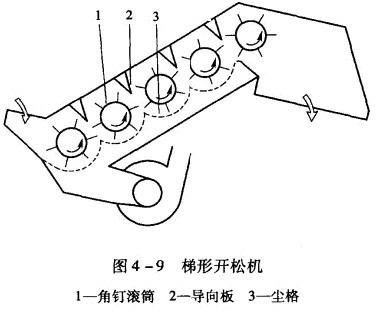
導向板的主要作用(yòng)是使氣流折田,防止(zhǐ)產生渦流,並有利於剝取。這種開鬆方式具有開鬆而積大(dà)、作用緩和、纖維損傷少、雜質破碎率低(dī)的優點。此外,這種開鬆方式(shì)還具有自動調節纖維塊質量的特點。因為前(qián)方氣流的吸力基本恒定,質量(liàng)大的纖維塊不易被氣流吸引,在機內停留的時間(jiān)相對延長(zhǎng),受到的開鬆次數增加,待其質量達到可以被氣流吸(xī)引時,方被(bèi)氣流吸出,所以出機纖維塊單位體積的質量差異較(jiào)小。
圖4 -10是一種適用於毛紡的單角釘滾筒開鬆(sōng)機。上喂毛羅拉表麵有等腰三角形的細溝槽,下(xià)喂毛羅拉表麵有9條(tiáo)6.4rnm寬的溝(gōu)槽,以牢固握持原料。滾(gǔn)筒表麵植有12排角釘,每排30個,呈等腰梯形排列。固定刀上(shàng)的兩排角釘(每排31個)形狀與滾筒角釘相同,但高度不同,並與(yǔ)滾筒角釘(dìng)間成負隔距配置,隔距大小可根據開鬆要求予以調節。
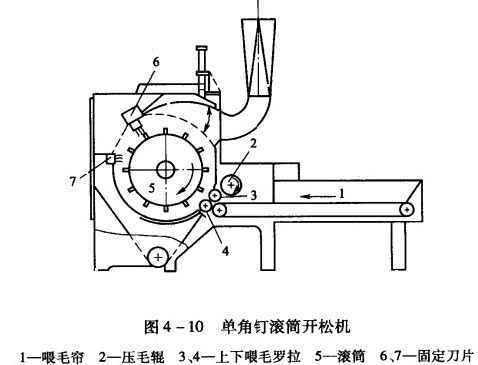
原料由喂毛簾進入上下喂毛羅拉後,首先在該處受到角釘滾筒的開鬆,繼而又在(zài)固定刀片處進行兩次重複開鬆。由於角釘粗壯有力,打擊力很大,所以特別適合緊包和含雜多的原料的開(kāi)鬆。
該機一個很大特點是罩殼分內外兩(liǎng)層,外層封閉,內層表麵呈網眼狀(zhuàng)(網眼直(zhí)徑3mm)。它與外(wài)罩殼之間約有(6 -7) xlOSPa(約為(wéi)6-7個大氣壓)的壓力,被擊碎從纖維塊中分離出來的雜質和塵屑可被 氣流吸走,從而提高了出機纖維的潔淨度。
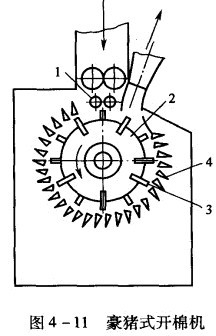
(2)刀片式。圖4 -11是用於棉紡生產的刀片式豪豬開棉機。該機豪豬打(dǎ)手軸上裝有19個圓盤,每個圓盤上裝有12隻矩形刀片(piàn)3。為使圓盤上的刀片能對整幅棉(mián)層發生作用,每個圓盤上的刀片以不同的角度(dù)向兩側傾斜(圖4 - 12),傾斜度呈(chéng)不規則(zé)排列,避免棉塊在受打擊後產生橫向竄(cuàn)動。由於12隻刀片的厚度(12 x6nun)之和大予相鄰兩圓盤間的距離(54即時,所以在打孚回轉一周後,棉層寬度方向均能獲得打擊機會。如果豪豬(zhū)打手采(cǎi)用雙刃刀片(piàn),則一(yī)個刀片對棉層就起(qǐ)到兩次打擊開鬆作用。
該(gāi)機(jī)的喂入棉層在給棉羅拉l的握持下,受到打(dǎ)字2的強烈開鬆,而(ér)且刀片可插入棉層,具有良好的分割作用,開(kāi)鬆效果好。
打手周圍近3/4的圓周上裝(zhuāng)有(yǒu)塵格(由塵捧4組成),塵格分布麵積大,自打手撕扯下(xià)的棉書與塵棒發(fā)生(shēng)猛烈撞擊後再繼續受刀片和塵棒的共同作用而開鬆,開(kāi)鬆(sōng)作用好。而且由於棉(mián)層寬度(dù)上各點受打擊的不同時性,使棉層受擊時產生一定的遊移現象,有保護(hù)纖維少受損傷和雜質(zhì)過分破碎的作用。
(3)翼片式打手、梳針式打手和綜合式打手。
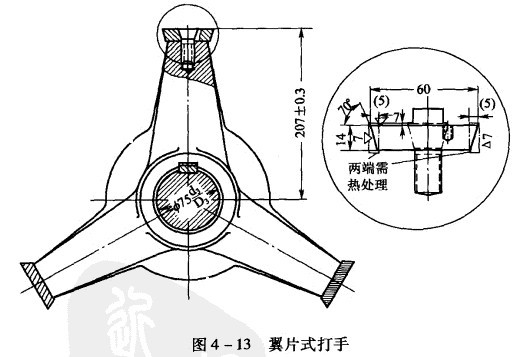
①翼片式打手。圖4 -13為翼片式打手。由於翼片式打手不能深入棉層,開鬆作(zuò)用有(yǒu)局限性,開鬆能力較差。但它的打擊(jī)力大,雖然消除雜質能力強(qiáng),但雜質的破碎嚴重,目前已經淘汰。
②梳(shū)針式打手。梳針式打手的構造類似(sì)翼片式打(dǎ)手,僅以植有梳針的硬木條代替翼片而已。但它能刺入棉層內部,進行分割、撕扯和梳理,因其開鬆作用比較理想,可為梳理工序提供良好條件。但梳針刺入棉(mián)層的衝擊力小,排雜能力較差。因此,多用於處(chù)理化學纖維。
梳針式(shì)打手每翼上的植針數(shù)需視原料的開鬆程度而定。每翼(yì)上的梳針(zhēn)多,開鬆能力強;但梳針過密,反而不易(yì)剌入棉層,影響開鬆效果
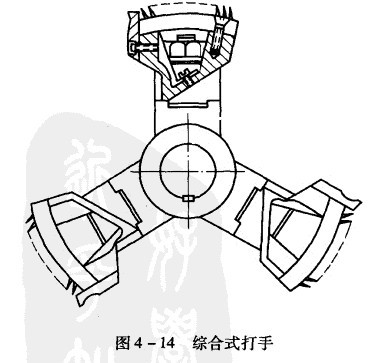
③綜合(hé)式打手。綜合式打手(圖4 -14)結合了翼片式打手和梳針式(shì)打手的優點,對(duì)棉層按先打擊,後分割、梳理的順序交替進行。故其開(kāi)鬆效果好,纖維束小而均勻(yún),且(qiě)能排除較小雜質,雜質破碎少,纖維損傷小,多用於棉紡清棉機的最後一隻(zhī)打(dǎ)手。
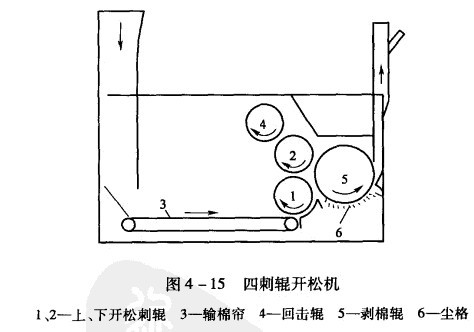
(4)鋸齒滾筒式。鋸齒滾筒式(剌輥式)主要用於棉紡(fǎng)。剌輥數為1 -11。但刺輥過多,纖維(wéi)損傷嚴重,而且棉結增多。目前多為1 -4隻刺輥。圖(tú)4 -15是四剌輥開(kāi)鬆機的(de)示意圖:原棉進入機內,首先受 到下開鬆刺銀的抓取並攜帶到上(shàng)開鬆剌(là)輥的表酶,通過(guò)在自由狀態(tài)下撕扯、梳理,棉(mián)層得到開鬆。因(yīn)為上下開鬆剌很(hěn)間的隔(gé)距很小(3mm左(zuǒ)右).棉(mián)層厚度(dù)隻能在不超過隔(gé)距值時,才能通過。通過的棉層經速度較快的剝取輥剝取,並經氣流吸引而輸出機外,而雜質通過剝取輥(gǔn)下方的塵格排出(chū)。回擊輥的作用主要是開鬆和消除上開棉剌輥上的殘留纖維,使之拋入箱(xiāng)內,並與喂人原料海合再次接受開鬆(sōng)。
對上述各種開鬆機件形式的選用,必須根據原料性能、體積、密度、含雜情況以及開鬆機,在工藝流程中所(suǒ)處的位置而定。開鬆作用須循(xún)序(xù)漸進,按照先鬆後打、多鬆少打、鬆打交替、早落少碎的原則合理配置。
2.開鬆機件速度
隨(suí)著開鬆機件速度提高、單位質量或(huò)單位長度原料上受(shòu)到的開鬆作用加強,開鬆作用力(lì)也相應增強(qiáng)。
開鬆機件速度的選用(yòng),必須兼顧速度與纖維損傷和(hé)雜質破碎(suì)之間的矛盾。纖維嚴重損傷,影響可紡性(xìng)能;雜質過分破碎,會增加後續工序的(de)處理難度。
1.開鬆機件的(de)形式
開鬆機件主要有(yǒu)角釘滾筒(tǒng)式、刀片式打手、 翼(yì)片式打手、梳針式打手、綜合式打手和滾筒式(梳針滾筒和(hé)鋸齒滾筒)等(děng)。
(1)角釘滾筒式。因(yīn)4 -9是一種造用於棉紡和毛紡的梯(tī)形開鬆機。該機有(yǒu)3 -6個表麵植有4 -6排角(jiǎo)釘的滾筒,滾筒呈30°-50°。的傾角排列,滾筒下部有(yǒu)塵格。筒滾上方裝(zhuāng)有(yǒu)導(dǎo)向板(bǎn)。滾筒速度由下而上漸次遞增。當原料由機器下方進料口進入第一滾筒(tǒng),即受到滾筒的自由打擊,被角釘打下的纖維塊(kuài)撞向塵格,並(bìng)在向上輸(shū)送過程中,受到塵榕的阻滯,在角釘(dìng)和塵榕的共同作用下,纖維塊得以開(kāi)鬆。開(kāi)鬆的纖(xiān)維塊(kuài)被同向回轉的第二滾筒剝取並再次受到自由打(dǎ)擊(jī)。纖維塊依次向上接受重複自由開鬆,最後被前方氣(qì)流吸走。
導向板的主要作用(yòng)是使氣流折田,防止(zhǐ)產生渦流,並有利於剝取。這種開鬆方式具有開鬆而積大(dà)、作用緩和、纖維損傷少、雜質破碎率低(dī)的優點。此外,這種開鬆方式(shì)還具有自動調節纖維塊質量的特點。因為前(qián)方氣流的吸力基本恒定,質量(liàng)大的纖維塊不易被氣流吸引,在機內停留的時間(jiān)相對延長(zhǎng),受到的開鬆次數增加,待其質量達到可以被氣流吸(xī)引時,方被(bèi)氣流吸出,所以出機纖維塊單位體積的質量差異較(jiào)小。
圖4 -10是一種適用於毛紡的單角釘滾筒開鬆(sōng)機。上喂毛羅拉表麵有等腰三角形的細溝槽,下(xià)喂毛羅拉表麵有9條(tiáo)6.4rnm寬的溝(gōu)槽,以牢固握持原料。滾(gǔn)筒表麵植有12排角釘,每排30個,呈等腰梯形排列。固定刀上(shàng)的兩排角釘(每排31個)形狀與滾筒角釘相同,但高度不同,並與(yǔ)滾筒角釘(dìng)間成負隔距配置,隔距大小可根據開鬆要求予以調節。
原料由喂毛簾進入上下喂毛羅拉後,首先在該處受到角釘滾筒的開鬆,繼而又在(zài)固定刀片處進行兩次重複開鬆。由於角釘粗壯有力,打擊力很大,所以特別適合緊包和含雜多的原料的開(kāi)鬆。
該機一個很大特點是罩殼分內外兩(liǎng)層,外層封閉,內層表麵呈網眼狀(zhuàng)(網眼直(zhí)徑3mm)。它與外(wài)罩殼之間約有(6 -7) xlOSPa(約為(wéi)6-7個大氣壓)的壓力,被擊碎從纖維塊中分離出來的雜質和塵屑可被 氣流吸走,從而提高了出機纖維的潔淨度。
(2)刀片式。圖4 -11是用於棉紡生產的刀片式豪豬開棉機。該機豪豬打(dǎ)手軸上裝有19個圓盤,每個圓盤上裝有12隻矩形刀片(piàn)3。為使圓盤上的刀片能對整幅棉(mián)層發生作用,每個圓盤上的刀片以不同的角度(dù)向兩側傾斜(圖4 - 12),傾斜度呈(chéng)不規則(zé)排列,避免棉塊在受打擊後產生橫向竄(cuàn)動。由於12隻刀片的厚度(12 x6nun)之和大予相鄰兩圓盤間的距離(54即時,所以在打孚回轉一周後,棉層寬度方向均能獲得打擊機會。如果豪豬(zhū)打手采(cǎi)用雙刃刀片(piàn),則一(yī)個刀片對棉層就起(qǐ)到兩次打擊開鬆作用。
該(gāi)機(jī)的喂入棉層在給棉羅拉l的握持下,受到打(dǎ)字2的強烈開鬆,而(ér)且刀片可插入棉層,具有良好的分割作用,開(kāi)鬆效果好。
打手周圍近3/4的圓周上裝(zhuāng)有(yǒu)塵格(由塵捧4組成),塵格分布麵積大,自打手撕扯下(xià)的棉書與塵棒發(fā)生(shēng)猛烈撞擊後再繼續受刀片和塵棒的共同作用而開鬆,開(kāi)鬆(sōng)作用好。而且由於棉(mián)層寬度(dù)上各點受打擊的不同時性,使棉層受擊時產生一定的遊移現象,有保護(hù)纖維少受損傷和雜質(zhì)過分破碎的作用。
(3)翼片式打手、梳針式打手和綜合式打手。
①翼片式打手。圖4 -13為翼片式打手。由於翼片式打手不能深入棉層,開鬆作(zuò)用有(yǒu)局限性,開鬆能力較差。但它的打擊(jī)力大,雖然消除雜質能力強(qiáng),但雜質的破碎嚴重,目前已經淘汰。
②梳(shū)針式打手。梳針式打手的構造類似(sì)翼片式打(dǎ)手,僅以植有梳針的硬木條代替翼片而已。但它能刺入棉層內部,進行分割、撕扯和梳理,因其開鬆作用比較理想,可為梳理工序提供良好條件。但梳針刺入棉(mián)層的衝擊力小,排雜能力較差。因此,多用於處(chù)理化學纖維。
梳針式(shì)打手每翼上的植針數(shù)需視原料的開鬆程度而定。每翼(yì)上的梳針(zhēn)多,開鬆能力強;但梳針過密,反而不易(yì)剌入棉層,影響開鬆效果
③綜合(hé)式打手。綜合式打手(圖4 -14)結合了翼片式打手和梳針式(shì)打手的優點,對(duì)棉層按先打擊,後分割、梳理的順序交替進行。故其開(kāi)鬆效果好,纖維束小而均勻(yún),且(qiě)能排除較小雜質,雜質破碎少,纖維損傷小,多用於棉紡清棉機的最後一隻(zhī)打(dǎ)手。
(4)鋸齒滾筒式。鋸齒滾筒式(剌輥式)主要用於棉紡(fǎng)。剌輥數為1 -11。但刺輥過多,纖維(wéi)損傷嚴重,而且棉結增多。目前多為1 -4隻刺輥。圖(tú)4 -15是四剌輥開(kāi)鬆機的(de)示意圖:原棉進入機內,首先受 到下開鬆刺銀的抓取並攜帶到上(shàng)開鬆剌(là)輥的表酶,通過(guò)在自由狀態(tài)下撕扯、梳理,棉(mián)層得到開鬆。因(yīn)為上下開鬆剌很(hěn)間的隔(gé)距很小(3mm左(zuǒ)右).棉(mián)層厚度(dù)隻能在不超過隔(gé)距值時,才能通過。通過的棉層經速度較快的剝取輥剝取,並經氣流吸引而輸出機外,而雜質通過剝取輥(gǔn)下方的塵格排出(chū)。回擊輥的作用主要是開鬆和消除上開棉剌輥上的殘留纖維,使之拋入箱(xiāng)內,並與喂人原料海合再次接受開鬆(sōng)。
對上述各種開鬆機件形式的選用,必須根據原料性能、體積、密度、含雜情況以及開鬆機,在工藝流程中所(suǒ)處的位置而定。開鬆作用須循(xún)序(xù)漸進,按照先鬆後打、多鬆少打、鬆打交替、早落少碎的原則合理配置。
2.開鬆機件速度
隨(suí)著開鬆機件速度提高、單位質量或(huò)單位長度原料上受(shòu)到的開鬆作用加強,開鬆作用力(lì)也相應增強(qiáng)。
開鬆機件速度的選用(yòng),必須兼顧速度與纖維損傷和(hé)雜質破碎(suì)之間的矛盾。纖維嚴重損傷,影響可紡性(xìng)能;雜質過分破碎,會增加後續工序的(de)處理難度。
上一頁(yè):梳理(lǐ)工藝實驗
下一頁:開鬆和除雜效(xiào)果的評定
打印此頁 || 關閉窗(chuāng)口