最新文(wén)章
精(jīng)梳準備工藝流程的選擇
發布者:青島中瑞(ruì)特 發布時(shí)間:2012/7/5 8:17:00
目前一(yī)般來用的精(jīng)梳準備工藝梳理有以下三種,
條卷(juàn)機→並卷機→精梳機(jī)
預並條(tiáo)機(jī)→梳理機→精梳機
預並條機(jī)→條並卷聯合機→精梳(shū)機
對上述三(sān)種流程分別進行試驗分析的結果如下:
第一方案(àn):條並卷工藝,總牽伸9.98倍,總並合數108。
第二方案:預並條、條(tiáo)卷工藝,總牽伸13.6倍(bèi),總並合數160。
第三方案:預(yù)並條、條並卷聯合工藝,總牽伸(shēn)32.26倍,總並合數384。
試(shì)驗條件:
紡紗(shā)號數: 6.9號
原棉條件:纖維長度34.7毫米,支數(shù)8110小(xiǎo)卷定(dìng)量42.45克/米
實驗結果:如表4-1
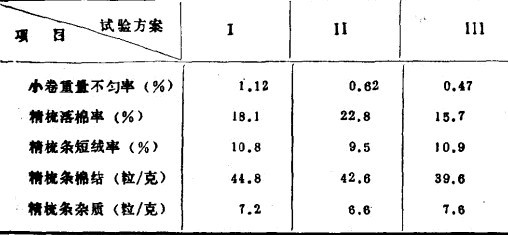
根據生產情況和試驗結(jié)果,可(kě)歸納為以下幾點:
第一(yī)方案:小卷成形良好,分層清晰,橫向(xiàng)均勻度較好,橫向(xiàng)不(bú)容易擴散(sàn),但因並合數較少(shǎo),小卷重量不勻率較大。
第二方案:小卷(juàn)中纖維(wéi)伸(shēn)直度差,棉層(céng)橫向均句度不(bú)良,呈條痕狀,加工長絨棉時,常有棉纖維束被錨林拖走現象,落棉量授(shòu)多,錫林容易嵌花(huā),梳針容易損壞。但小卷退繞時無粘層現象,小卷重量不勻率較低。
第三方案:小卷橫向結構(gòu)均勻,橫向不易擴散,纖維伸直度好。精梳落棉少,小卷重量不勻率低,有利於加工較重定量的(de)小眷,以(yǐ)提高精梳機產量。由於總牽伸倍數較高,增加纖維(wéi)瘦勞,因此,小巷有粘連發毛現象,機台占地麵積也較(jiào)大。在精梳(shū)設備不足和強調節約用棉的情(qíng)況下,這(zhè)種方案有可取之處。
條卷(juàn)機→並卷機→精梳機(jī)
預並條(tiáo)機(jī)→梳理機→精梳機
預並條機(jī)→條並卷聯合機→精梳(shū)機
對上述三(sān)種流程分別進行試驗分析的結果如下:
第一方案(àn):條並卷工藝,總牽伸9.98倍,總並合數108。
第二方案:預並條、條(tiáo)卷工藝,總牽伸13.6倍(bèi),總並合數160。
第三方案:預(yù)並條、條並卷聯合工藝,總牽伸(shēn)32.26倍,總並合數384。
試(shì)驗條件:
紡紗(shā)號數: 6.9號
原棉條件:纖維長度34.7毫米,支數(shù)8110小(xiǎo)卷定(dìng)量42.45克/米
實驗結果:如表4-1
根據生產情況和試驗結(jié)果,可(kě)歸納為以下幾點:
第一(yī)方案:小卷成形良好,分層清晰,橫向(xiàng)均勻度較好,橫向(xiàng)不(bú)容易擴散(sàn),但因並合數較少(shǎo),小卷重量不勻率較大。
第二方案:小卷(juàn)中纖維(wéi)伸(shēn)直度差,棉層(céng)橫向均句度不(bú)良,呈條痕狀,加工長絨棉時,常有棉纖維束被錨林拖走現象,落棉量授(shòu)多,錫林容易嵌花(huā),梳針容易損壞。但小卷退繞時無粘層現象,小卷重量不勻率較低。
第三方案:小卷橫向結構(gòu)均勻,橫向不易擴散,纖維伸直度好。精梳落棉少,小卷重量不勻率低,有利於加工較重定量的(de)小眷,以(yǐ)提高精梳機產量。由於總牽伸倍數較高,增加纖維(wéi)瘦勞,因此,小巷有粘連發毛現象,機台占地麵積也較(jiào)大。在精梳(shū)設備不足和強調節約用棉的情(qíng)況下,這(zhè)種方案有可取之處。
上一頁:精梳工藝設計概要
下一頁:精(jīng)梳小卷準備